
电话:0370-2622500
传真:0370-2614357
手机:18600516972
联系人:刘 迪
邮箱:kuidou@163.com
服务热线:0370-2622500
轧制线上大部分支撑辊的轴颈是锥度的,不同轧机的锥度值也各不相同。目前国内轧机的轧辊轴颈锥度值多为1:5、1:5.647058、1:10、1:12、1:15、1:30等;轧辊轴颈锥度正确与否,将直接影响轧机的正常运行;轧辊轴颈锥度误差较大时,将拉伤轴瓦,甚至会泄漏轧制油,影响。现在常用的测量轧辊轴颈锥度的方法有两种:
1、数显机床(或专用测量机)上测量
在特定的锥体长度上测量出两个截面的直径,再计算出锥度值;使用这种方法测造价较高,而且受条件的制约,所以不常用。
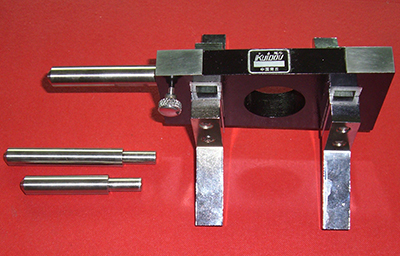
2、轧辊轴颈锥度测量规辅助千分尺测量
轧辊轴颈锥度测量规根据轧辊的轴颈锥度要求设计制作,使用轧辊轴颈锥度测量规测量的方法如下:
(1)擦净测量面及测量定位面上的涂油;
(2)根据被测轧辊轴颈锥度距轧辊辊身端面的长度选择合适的定位支杆(不同要求的轧辊可自制定位杆),并将其插入定位杆连接孔内,旋紧定位支杆紧定螺帽;
(3)测量规轻轻骑放在被测轧辊轴颈上,由于2个自定位滑动支架的扶向作用,当其4个定位面与辊颈面接触时就保证了测量规的轴向定位;移动测量规,使定位支杆端部与轧辊的辊身端面相接触;因轴颈锥度测量规板是按被测轧辊的轴颈锥度(1:5、1:5.647058等)要求制作的标准锥度块,测量时标准锥度块在扶向滑架及定位杆的共同作用下,保证其测量定位面与被测轧辊的轴颈面确实接触,并使标准锥度块的中心面与轧辊的轴切平面重合;如果被测轧辊的轴颈锥度准确,则轧辊轴颈锥面的下素线与标准锥度块的上测量平面中心线就形成平行关系,通过千分尺测量其平行性,就可知道轧辊轴颈锥度是否正确;测量时为防下滑,标准锥度块的测量定位面的内侧设计安装有吸力装置,如吸力不够可用磁力座定位;
(4)用千分尺在轴颈锥度规板上的测量面(选择两测量面以上,在满足测量的情况下测量面的跨距越大越好)的中部,测量轧辊轴颈及测量规的合并尺寸,根据其读数偏差值,判别被测轧辊的轴颈锥度的正确性(读数偏差值越小越好);对于轴颈锥度准确的轧辊,根据轴颈锥度测量规的已知参数,就可计算出轧辊轴颈测量截面的直径。
下一篇:轧辊轴承箱测量现状及对产品的影响
